※この記事は2009年8月16日に書かれたものです。
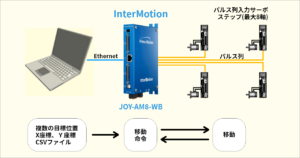
たくさんモーションカードを購入してくださるというお客様の要望で、G言語(Gコード)を使った移動動作の開発を始めた。
基本的なコードは動き始めた。
もう少し時間をかける必要があるが、今日は最新情報アナウンス。
下図の角がR(アール)になった四角形をなぞって移動する。
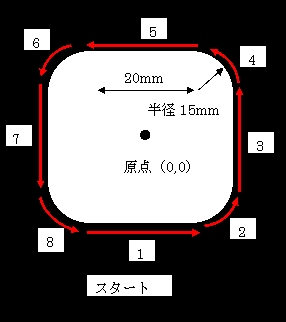
G言語のプログラムは以下になる。
G91
G00 X-10 Y-25
G01 X20 F800
G03 X15 Y15 R15
G01 Y20
G03 X-15 Y15 R15
G01 X-20
G03 X-15 Y-15 R15
G01 Y-20
G03 X15 Y-15 R15
G91は、相対座標移動(インクリメンタル移動)を示す。
G01は、直線補間移動を示す。
G03は、CCWの円弧補間移動を示す。
例によって、Windowsで手軽にリアルタイムIO制御環境「MOS Bench(モスベンチ)」の中の「MotiwareAnalyzer(モウティウェアアナライザ)」で動作波形を観測する。
縦軸は速度。横軸は時間[s]。
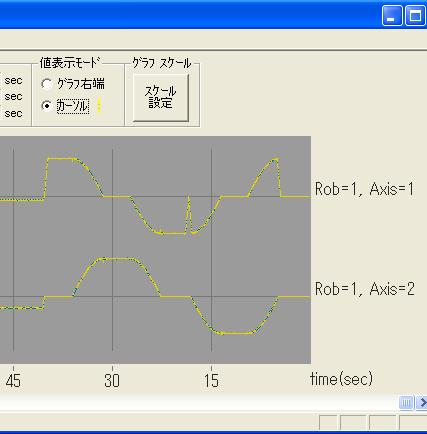
まだ、バグがある。もう少し時間をください。
G言語は、プログラミングしなくてよい。
機械図面を電子データとして作成して、CAMツールというソフトウェアを通すと、G言語プログラムが生成される。